





| 品牌:双曲铝单板 | 规格:3000*6000mm | 材质:氟碳铝单板 |
| 产地:广东 |
双曲铝单板在现代双曲建筑的外壳装饰组成中是占据着十分重要的地位的,而双曲钣金零件的制造工艺也能够在很大的程度上影响到建筑整体的制造流程。我们所了解到的双曲钣金零件的展开,其实就是一种变立体为平面的过程,改三维为二维的过程。这些在外壳的制作流程中都是十分重要的,而且一系列的实践活动证明,钣金零件的展开可以有效的提高外壳整体制造的效率。但是,我们所知道的双曲外壳所用到的钣金零件的种类是特别多的,它变形的结构也不一样,因此我们需要多种方法来进行计算的。由“方形压头可调活络模具”成形的工件,均能达到:成形曲面基本光顺、压痕小和无皱折变形的效果。究其原因具体分析如下:

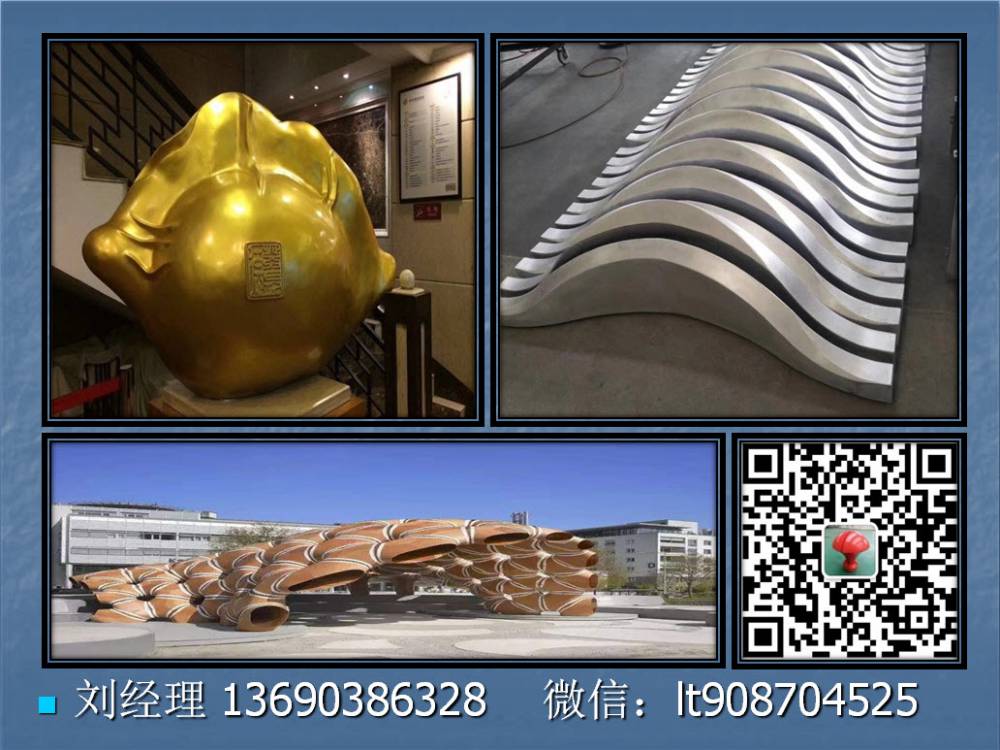





(1)成形曲面基本光顺的原因 “方形压头可调活络模具”能较好的进行任意曲面造型,由许多小的平面去构造一个曲面,造型曲面比较光顺。如果方形压头的尺寸越小,曲面造型的光顺性就会越好,成形的质量也就会。但是,压头的数量增多,会造成设备费用增加。因此需要根据实际情况,在保证工件满足光顺性的前提下,尽量选取大尺寸的压头,以减少数量,从而降低设备造价。(2)压痕小的原因 “方形压头可调活络模具”与其它形式的多压头或“多点”成形装置的压头相比,压头与被加工件的接触面积较大,几乎能全部压住被加工的板材,在相同的压强力下,由于接触面大,挤压应力变小,是获得压痕小的主要原因。(3)能防止皱折变形的原因 不同于“多点成形装置”,“方形压头可调活络模具” 之所以能防止产生皱折变形的原因是:由于上模压头方阵与下模压头方阵在平面上的X、Y方向上是错位排列的。压弯时,上模的每个压头由下模相应的四个压头支持,反之下模的每个压头由上模相应的四个压头支持,导致压头只能按照曲面要求的方向进行倾斜排列,不可能再随意产生新的倾斜摆动。 对板材施压夹紧过程中,开始板材会产生翘曲;由于压头与被加工件的接触面积较大,相邻夹头之间的间隙很小,随后由于上、下模夹紧逐渐合拢时,就能够逐渐强制板材仅在限定的上、下可调活络模具形成的曲面间隙中,被进行拉伸或压缩的塑性变形,迫使板材的翘曲得以展平。








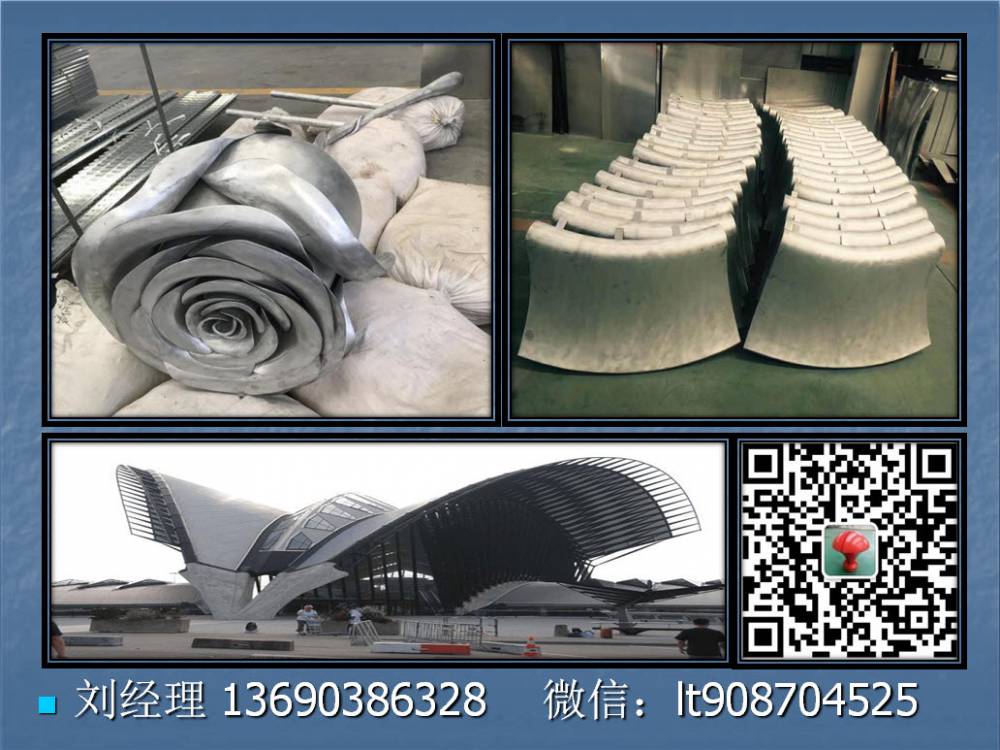
其实,这时的可调活络模具与传统的整体模具极为相似,如同整体式模具,只要夹紧力足够大,就能使板材充分的在上、下活络模形成的压合曲面的间隙中,进行拉伸或压缩变形,基本了板材产生皱折的可能性。双曲铝单板价格:450-800元/平方。双曲铝钣金零件的展开过程本就是和成形的过程是相反的,它也可以说是成形过程的反过程。它其实就是一种三维立体变成二维平面的过程,但是在这个展开的过程中会受到多种因素的影响,所以展开的过程也不是一帆风顺的。在影响板件零件展开过程中重要的因素主要表现再以下几个方面:材料的性能也是存在差别的。因为所选用的材料不可能一模一样的,它们都是有着自己的特征的;材料的结构性能,对于双曲外壳所用到的材料类型不可能只有一种,所以会有很多种的选择;双曲铝单板厂家的加工成型,对于这方面,因为在加工的过程中会选择不同的加工技艺,所以造成的结果自然也是不同的。













