| 品牌:富士 | 规格: | 材质:标准 |
| 产地:日本 |
东业大拓公司常年供应日本富士钨钢,富士硬质合金,日本钨钢板材,日本钨钢棒料,日本钨钢精磨棒,日本钨钢长条,日本钨钢厚板,日本钨钢薄板,日本钨钢板块等等产品品牌多,规格,价格合理,质量保障,特殊规格可以订做!
| 日本富士钨钢使用寿命和特点: |
日本富士钨钢是耐磨、耐冲击硬质合金,对各种用途进行了长期的开发研究。我司的宗旨是为工业界提供高质量的超硬耐磨工具。
以下为FUJILLOY的简要介绍 硬质合金的定义 |
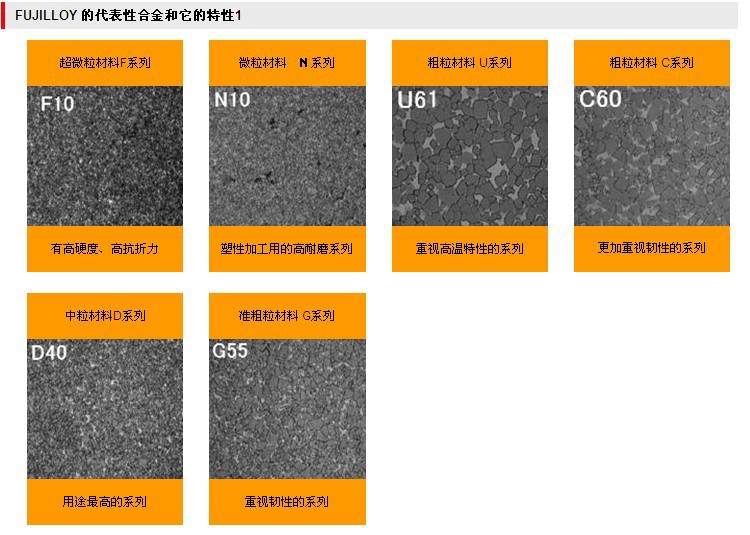
| 日本富士钨钢颗粒度对比: |
F10钨钢 F10钨钢板 F10钨钢棒 F10钨钢长条 F10钨钢价格 F10钨钢质保书 F10富士钨钢 F10钨钢 钨钢(硬质合金):具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。东业大拓硬质合金广泛用作材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。现在新型硬质合金的切削速度等于碳素钢的数百倍。 钨钢( 硬质合金):还可用来制作凿岩工具、采掘工具、钻探工具、测量量具、耐磨零件、金属磨具、汽缸衬里、精密轴承、喷嘴等。 钨钢(硬质合金)的特征:硬度、强度、弹性系数高,拥有的耐磨损性和耐腐蚀性。硬质合金在烧结过程中,因是粉末烧结,所以同普通模具钢相比,性能无方向性,在加工过程中可根据规格需要进行不同形状的分割。利用以上的优点,用于需要高耐磨性的模具及机械部件的广泛领域。 另外,硬质合金根据使用用途不同,根据CIS(超硬工具协会)标准分为P、M、K、V、Z等类别 钨钢(硬质合金)的性能:硬度高(86~93HRA,相当于69~81HRC); 热硬性好(可达900~1000℃,保持60HRC); 耐磨性好。 硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。制造模具、量具,寿命比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。(东业大拓注)但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用 。 |
| 日本富士硬质合金刀具加工的基本知识: |
| 制造刀具的材料具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(切削加工、锻造和热处理等),并不易变形。 通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。但材料硬度越高,其抗弯强度和冲击韧性就越低。高速钢因具有很高的抗弯强度和冲击韧性,以及良好的可加工性,东业大拓金属现在仍是应用广的刀具材料,其次是硬质合金。 聚晶立方氮化硼适用于切削高硬度淬硬钢和硬铸铁等;聚晶金刚石适用于切削不含铁的金属,及合金、塑料和玻璃钢等;碳素工具钢和合金工具钢现在只用作锉刀、板牙和丝锥等工具。 硬质合金可转位刀片现在都已用化学气相沉积法涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻头、滚刀、丝锥和铣刀等。硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上。 由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。为了适应这种情况,刀具的发展方向将是发展和应用新的刀具材料;进一步发展刀具的气相沉积涂层技术,在高韧性高强度的基体上沉积更高硬度的涂层,地解决刀具材料硬度与强度间的矛盾;进一步发展可转位刀具的结构;提高刀具的制造精度,减小产品质量的差别,并使刀具的使用实现佳化。 |
| 日本富士钨钢样品展示: |
     |
| 我司的水平: |
作为硬质合金耐磨工具的第经销商商——富士模具,所批发的产品是由富士模具每位员工的创造性精神和行业中高水准机械技术融合而成的“结晶” |