| 品牌:尚荣合金 | 材质:6082-O | 产地:河南 |
国标6082-O态拉伸铝板国标6082-O态拉伸铝板国标6082-O态拉伸铝板
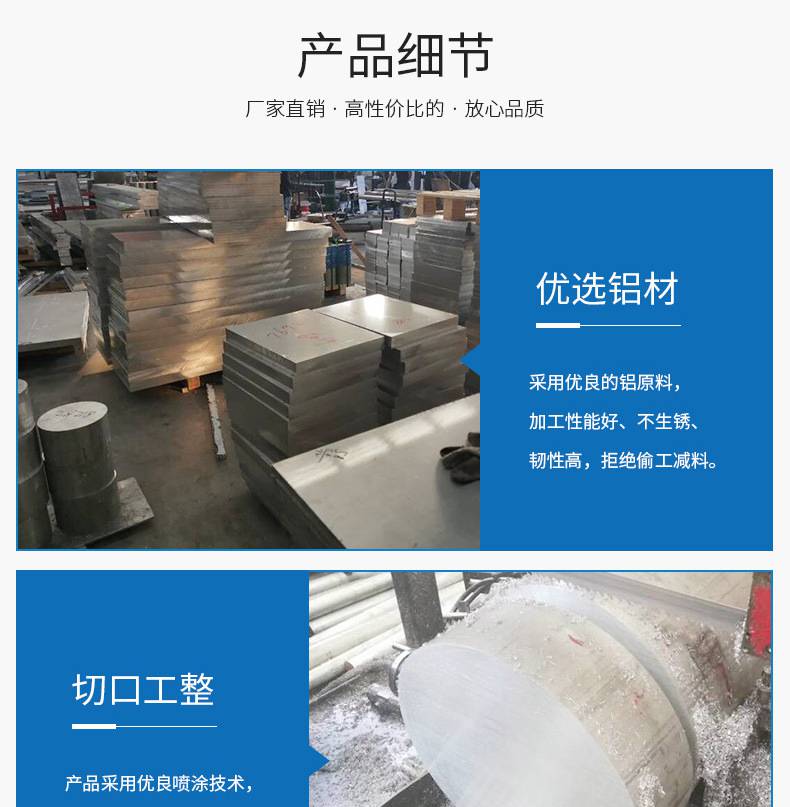
尚荣6082合金铝板的生产控制极其。首先是熔炼,6082合金特点是含Mn,Mn是难熔金属,熔炼温度应控制在740-760℃。取样前需要均匀搅拌两次以上,保证金属熔化、温度准确、成分均匀。搅拌后在铝液深度的中部、炉膛左右两侧各取一个样进行分析,分折合格后转炉;其次是净化与铸造工艺中,熔体转入静置炉后,用氮气和精炼剂进行喷粉、喷气精炼,精炼温度735-745℃,时间15分钟,精炼完后静置30分钟。通过此过程除气、除渣、净化熔体。熔铸时在铸模至炉口间有两道过滤装置,炉口有泡沫陶瓷过滤板(30PPI)过滤,铸造前用14目玻璃纤维丝布过滤,充分滤去熔体中的氧化物、夹渣。
铝板是金属板材中难焊接的一种,普能电弧焊根本焊不了,但也不是不能焊,比如可以用特殊焊剂锡钎焊、激光焊、氩弧焊、氧乙炔气焊等,其中以氩弧焊易操作,其它方法除激光焊外已经很少在实际生产中应用了。
因为此焊条熔点太低。焊接一次性成功效果更佳,焊接工在做6082铝板焊接的时候需要知道的一些知识:
1.焊条不能用焊枪先加热后蘸取焊粉。因6082铝板熔旋切刀具点太低,第二次再加热时,6082铝板极易变形。
2.内胆放置湿毛巾,保护到位,因为焊接空间很狭小,因此务必注意冰箱的保护。
3.焊枪火焰不能过长,且用微火加热,否则分散剂6082铝板极易熔化。
4.焊接完毕,要等尼龙丝浆料二、三分钟管子冷却后才水泥储存库能接触,否则焊点易漏。
5.焊条均匀涂抹焊剂,才能确保焊点的质量。
6.焊接时间不能过长,因熔点太低时间过长容易导致6082铝板壁融化或变薄,打压极易泄漏。
7.焊条不能用焊枪先加热后蘸取焊粉,因为此焊条熔点太低。