| 品牌:尚荣合金 | 规格:规格 特殊规格可定做 厂家现货供应 | 材质:N6纯镍带 |
| 产地:日本 |
高纯镍带的制造工艺:
根据镍的相互转变趋势,用分段还原法在熔炼前固相区,将镍中非常有害的杂质硫、磷减少,从而用造渣法与真空电子来精炼提纯,真空度达到3毛。运用世jie上先jin的对镍板预处理后直接进行轧制的镍板锻轧工艺,与之前的镍丝加工技术相比,其优势不言自明。第yi,减少了传统技艺中的熔炼、刨面、热锻、热轧等工序,加快了制作速度,使得加工时间缩短。其次工艺上避免了在熔炼过程中添加辅料造成的金属纯度下降、内阻增大和塑性差等问题。本工艺在不改变原电解镍金属板的化学成分及纯度的情况下,能制备出高纯度的镍线材 ,从而保证了镍丝的高纯度、高导电性、(内阻比传统工艺生产的线材低7%以上)和高韧性、产品合格率高,产品质量优yue。
我们公司采用了目前国际上先jin的镍板带锻轧技术,该工艺直接采用高纯度的电解镍原料进行压延制造镍板带,克服了传统制造方法带来的降低镍板带纯度导致镍板带内阻增加的缺陷,同时还克服现有制造方法存在的能耗高,生产效率低,设备投资大的缺陷,工艺先jin性以及优势如下,保证了镍板带的高纯度和低内阻本工艺直接采用脱气并材料组织致密化的高纯度镍板带原材料进行轧制省去了传统工艺中的熔炼、刨面、酸洗工序及其设备避免在熔炼过程中添加辅料造成的镍中间品纯度下降内阻增大的缺陷。
工艺性能:除Ncu28-2.5-1和Ncu40-2-1软带外,对于其他镍合金带材,当用户需要并在合同中注明时,供方可以进行软带杯突试验(冲头半径10mm)
材料牌号:N6 N2
材料纯度:Ni ≥99.5% Ni≥99.98%
密 度:8.93 T/M3
供货状态: M 、Y1/4 、Y2 、Y3/4 、Y
供货形状:卷状、 片状、 异型冲件
180°折弯 M态 ≥ 7次
硬度值
M HV≤80
Y4 HV90-120
Y2 HV120-150
Y HV180 以上
机械性能:抗拉强度M态≥200MPA Y态≥550MPA 延伸率 M态≥30% Y态≥2%
特性:N2镍带经退火后硬度超软,180°抗折弯达12次以上,且电阻率明显偏低较N6低10-15%
用途:主要用于镍镉、镍氢、锂电池、组合电池、电动工具、信息通讯、特种灯具等行业。
优zhi超低内阻纯镍带99.96% 电池连接片镍片,适合电动工具,动力模型,电动车电摩等锂电池和其他较大电流场合使用.
特点:
A:纯镍片很软,你想弯个圆滑的小圆是不可能的!而钢片很圆滑!同等规格下没有钢片的那种弹性,所以容易褶皱变形,反之也很容易整形,指甲压压平了。当然纯镍片是很容易上锡的,有条件也可锡焊!一般存储和使用中基本不会生锈!
B:镍的化学符号是Ni,它的原子序数是28,是一种具有磁性的过渡金属。所以用磁铁吸它还是有点吸力的,只是比镀镍钢片小一倍左右。
C: 因为内阻小,如果是点焊,电流比普通镀镍钢片要增大一两倍以上!一般三四百的点焊机是不行的!所以这也是证明纯镍的鉴别之一!
A:M软态纯镍片很软钝没刚性(其实大凡纯的东西都比较软,如纯铁纯铝纯铜纯金,当然这个比较是和自身经过合金后来比),你想弯个圆滑的小圆是不可能的,同等规格下没有镀镍钢片的那种弹性,所以容易褶皱变形,反之也很容易整形,指甲压压就平了。当然纯镍片也是很容易上锡的,有条件也可锡焊!一般存储和使用中基本不会生锈!
B:镍的化学符号是Ni,它的原子序数是28,是一种具有磁性的过渡金属。所以用磁铁吸它还是有点吸力的,只是比镀镍钢片小一倍左右。
C: 内阻小,如果是点焊,电流比同等尺寸普通镀镍钢片要增大一倍左右!一般三四百的点焊机点0.15和0.2是不行的!所以这也是证明纯镍的鉴别之一!有人说,同规格纯镍,他家的好焊,你家的不好点焊。那说明你买的不是99.9%纯镍!因为点焊原理就是靠电阻的,发热功率是R (I * I) ,内阻越大产生热能就大了,就越好点焊!(掌柜实测10米长0.15*6纯镍电阻在0.9欧姆左右,而镀镍钢片10米电阻在1.5欧姆左右,2个电阻率比值为0.6:1左右)
D: 比重重(相对镀镍钢片),由于镍的比重比钢重,所以0.2*8*10米纯镍带平均重147克左右,镀镍钢片10米为126克左右
E: 还有个外观可判断一下,纯镍软,切边边缘都软榻(如本描述中图),而钢片切边较平整。这点懂机械板金的朋友一ding了解。
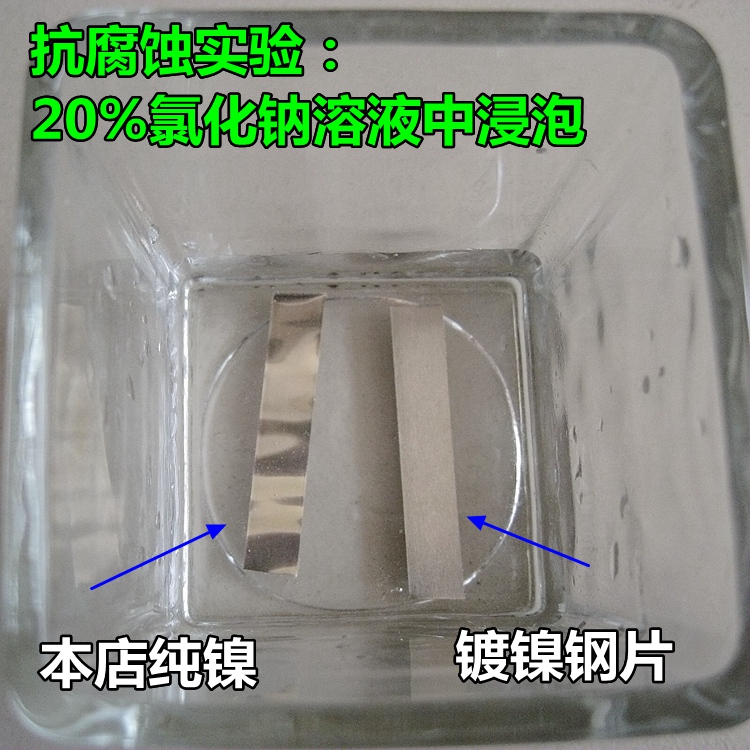
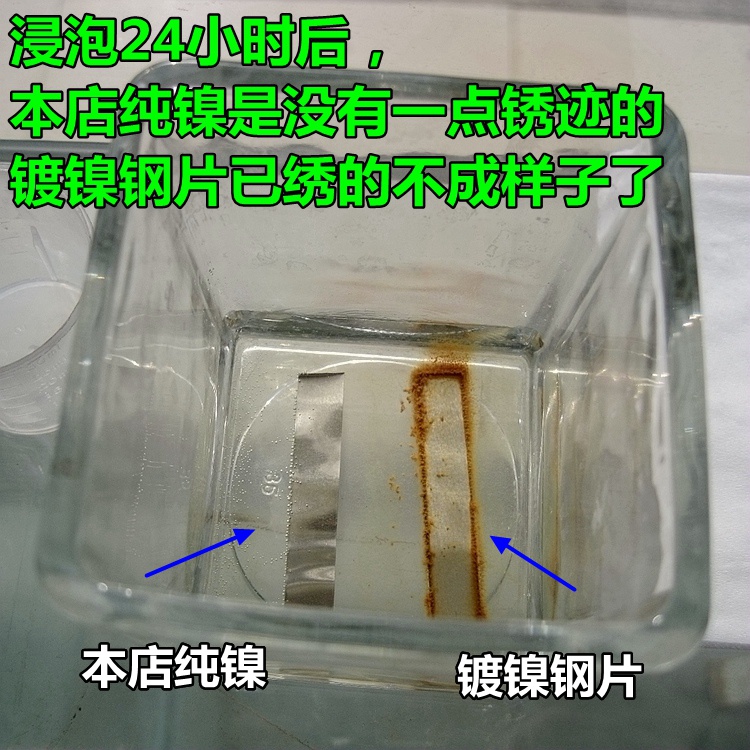
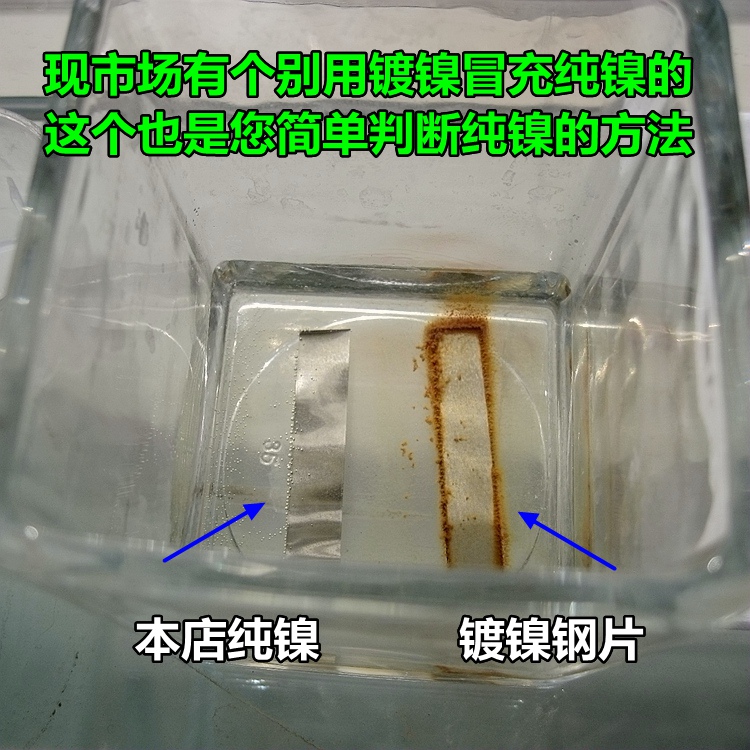
F:当然有一个很重要的耐腐蚀试验,如下图,不妨各位客官也可自己做下来判断纯镍真伪性。
这几点的对比足以让你判别纯镍和镀镍钢片的区别或者纯镍的优劣了!市场的确有个别商家拿镀镍片冒充纯镍卖的,掌柜教你的方法可以让你有正确判断了!
手机用移动电源工作电流并不算大,电池连接一般没必要用纯镍片!
因为内阻小,如果是点焊,电流比普通镀镍钢片要增大一两倍以上!一般三四百的点焊机大多是不行的!
纯镍很好焊锡,所以特别适合手工焊接,有条件的话镍片上打孔后焊于电池,不打孔就先两面先上好锡,这样背面就可以焊上了。