





双曲铝板原材料塑性应变比高的,可产生较大的压缩变形,对防皱有利;硬化指数和伸长率大的材料,可减少局部变薄和增大变形程度,对防拉裂有利。双曲铝板加工首先设计到的是成形模具。在模具的作用下,迫使毛坯厚度减薄和表面积增大,以获取零件几何形状的加工方法,称为胀形。应用这些工序可以加工许多复杂钣件。主要用于平板毛坯的局部成形、整体张拉成形和圆柱形空心毛坯的扩径等。按成形面积分类:局部胀形、整体胀形和大曲面胀形。按成形模具分类:刚模胀形、固体软模胀形和液(气)压胀形。



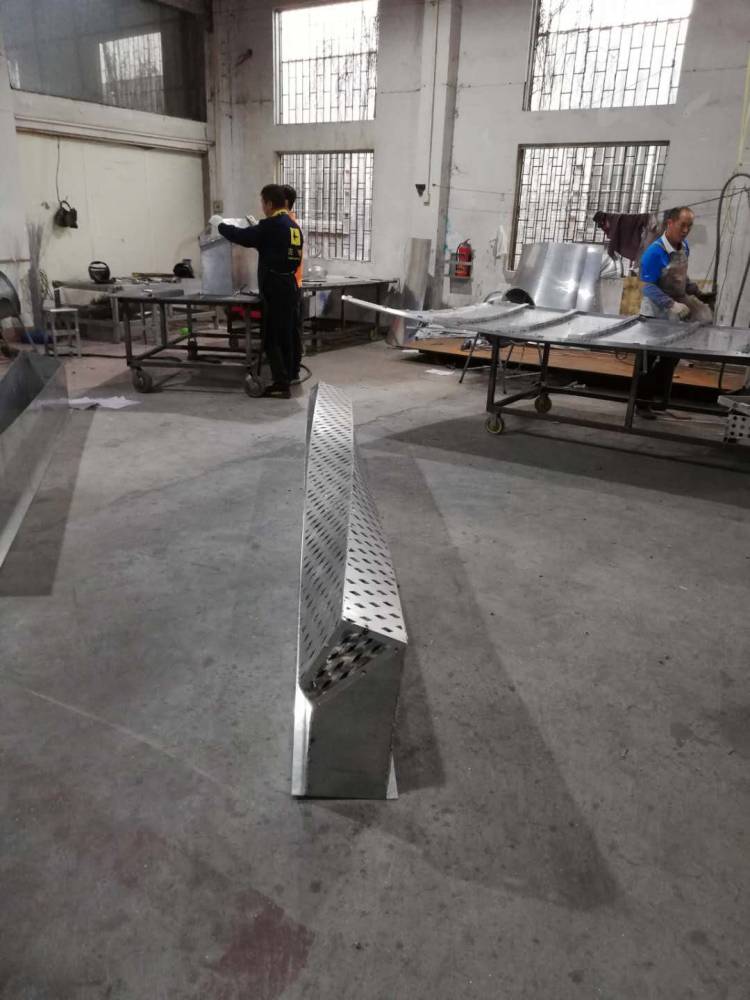



双曲铝板覆盖件的特点是表面质量高,刚性好,轮廓尺寸大,形状复杂,成形难度大。成形一般是复合类成形,大都为胀形和拉深的复合。其中,拉深是关键工序。板件多属于非轴对称、非旋转体的空间曲面形状,材料内部应力、应变较为复杂,不易预估。拉深过程容易出现起皱和破裂现象,多采用带拉深筋的拉深工艺。








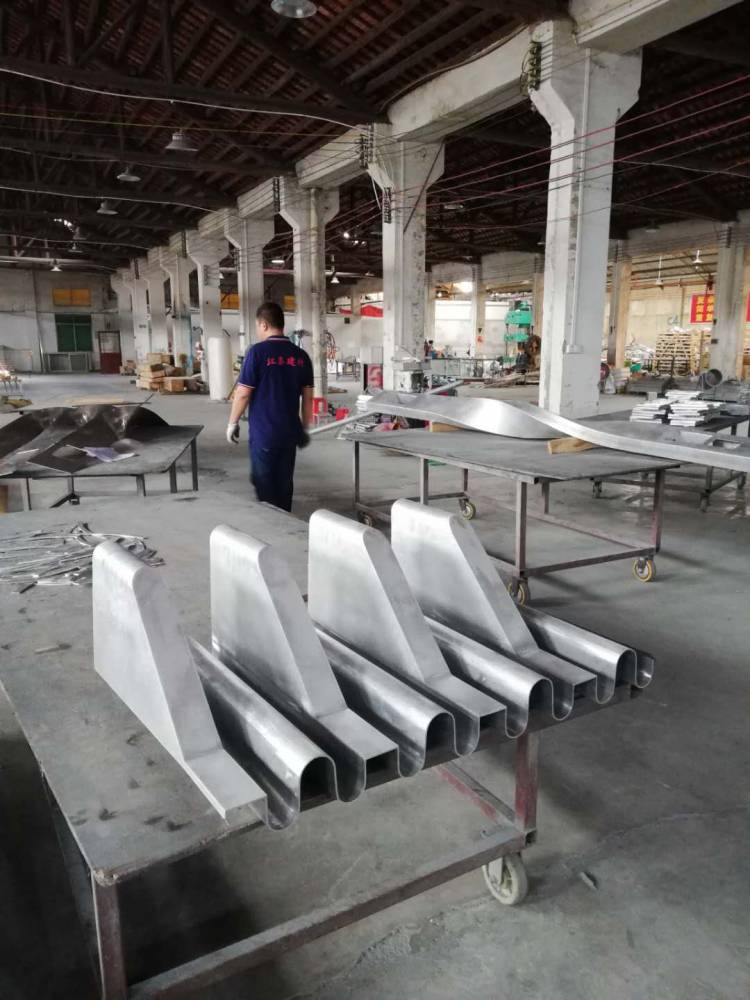
三维曲面板件的曲面按形状可分为三类:柱面,单向曲率曲面以及双向曲率曲面。其中曲面上任意一点的法线都与一轴垂直的曲面为柱面;曲面上任意一点的法线都是朝向一侧的曲面为单向曲率曲面;曲面上任意一点的法线朝向不同侧的曲面为双向曲率曲面。圆柱面就是典型的柱面,椭圆抛物面是典型的单向曲率曲面,马鞍面是典型的双向曲率曲面。双曲铝板压料面处于压边圈下的毛坯凸缘部分,可以是平面、单曲面或曲率半径很小的双曲面。压料面形状和位置应有利于材料产生伸长变形,同时还应考虑毛坯定位的稳定、可靠和送料、取件方便。压料面不允许有局部的起伏或折棱。













