





扭曲铝板是典型的薄壁形零件,特点是壁很薄、刚性较差,钣件内外表面均为抛物线曲面,程序编制有麻烦。在试制加工时生产效率低,板件太薄加工变形很大形位公差很难保证。在日常生产和生活中,有很多薄壁空心回转体工件或生活用具,是采用旋压加工而制成。
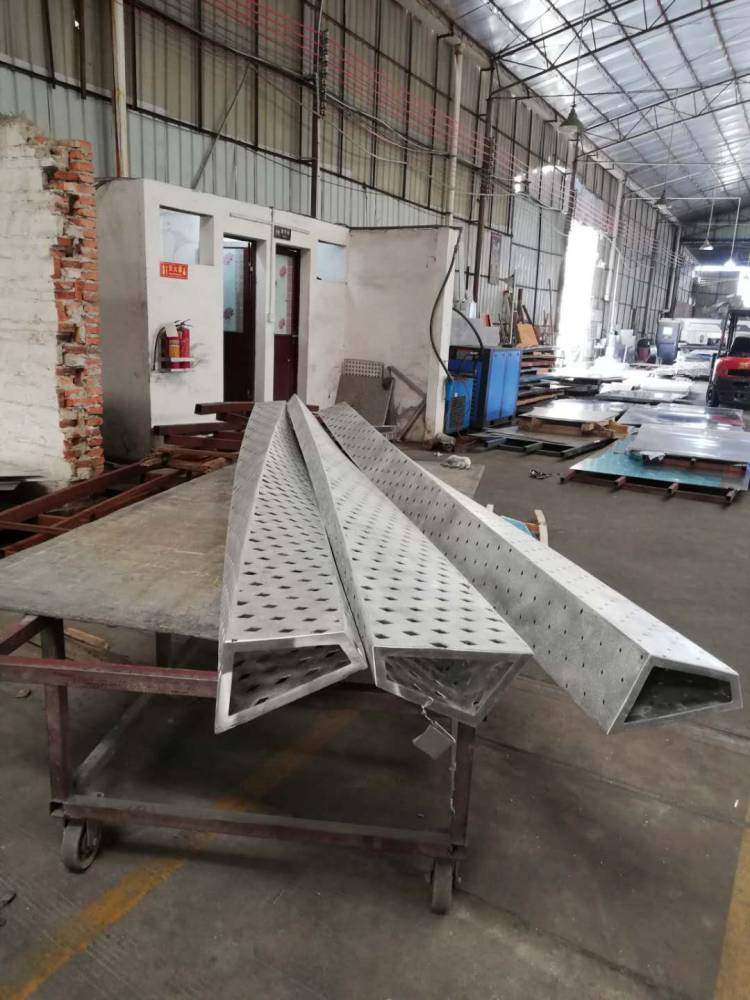
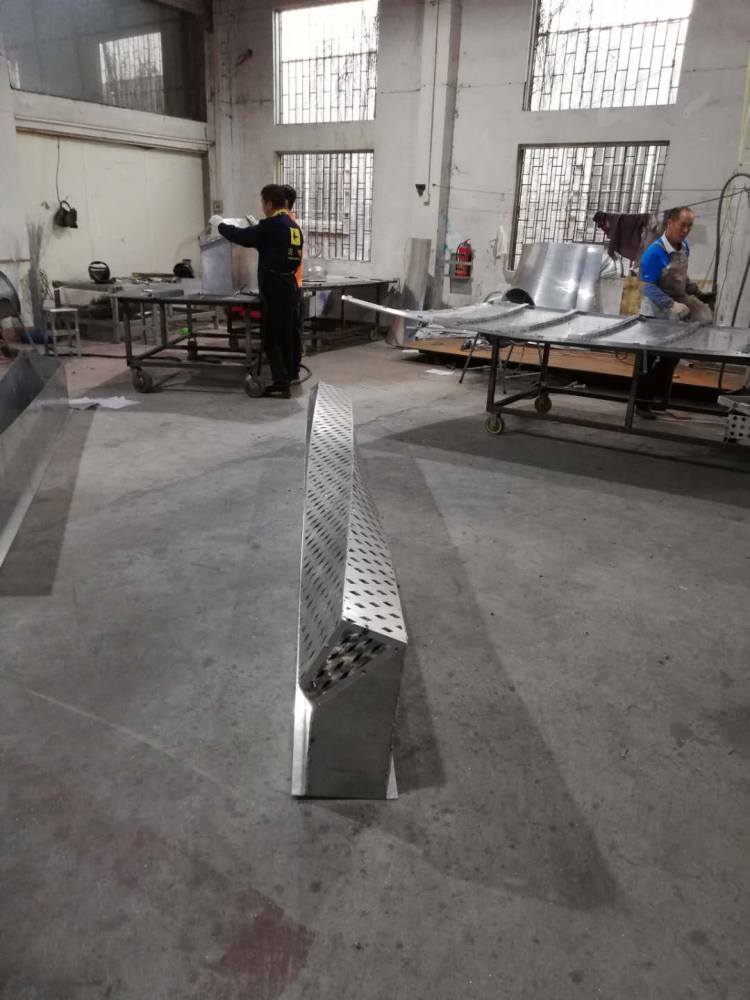





扭曲铝板成形其实就是大截面多角形截面薄壁扭曲管的成形。扭曲厂家要解决多个小锐角三角形截面因极限圆角制约而导致的圆角成形不到位问题,解决截面变化率大而导致的截面胀量差异大、成形破裂的难题,成形出合格零件,并提高了生产效率,所采用的技术方案为:1)对板料折弯后沿纵向切割焊缝,并纵向焊接得到三棱锥管;2)采用预成形模将三棱锥管锻压成与成品零件形状接近的预成形件,预成形件产生弯曲和扭转,并使三棱锥管的大端口部扩成锥形;3)对预成形件退火后进行胀大成形,胀大成形模采用阴模和阳模,阳模与预成形件性状相同,且胀大成形前将阳模深入预成形件的管腔内,胀大成形后开模切除两端工艺段,即得到成品零件。



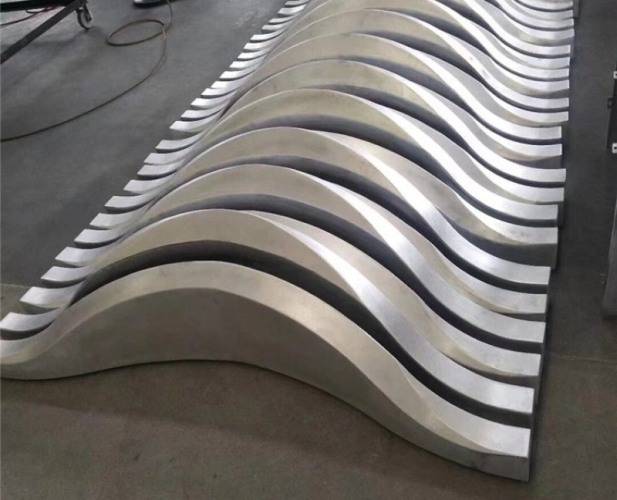





旋转成型加工,是一种无切屑加工工艺。其成型原理是:利用塑性金属在冷态或热态下,车床主轴上心轴旋转和沿心轴相对移动的圆弧形旋压轮,对薄壁坯料施加的压强力,使坯料随心轴的形状产生塑性变形,而形成空心回转体工件。旋压时的工件速度为(80—150)m/min,纵向进给量为(0.15—0.5)mm/r。旋压轮与共建接触角以30°较佳,圆弧半径以2mm为好。旋压壁厚在4mm以上时,应用氧乙炔焰加坯料先加热,使其软化,再进行旋压。













