





随着生产的不断发展和技术进步,绝大多数的双曲铝单板成形工序是在机器上完成的,手工方法往往作为补充加工或修整工作。手工成形也需要一些简单的胎型、靠模和各种各样的工夹具,这些工夹具一般是通用的、多能的。手工成形件的质量如何,取决于操作程序的安排是否合理以及所选用的工、夹、胎具是否合适,然而重要的是取决于操作工人的时间经验与操作技巧。







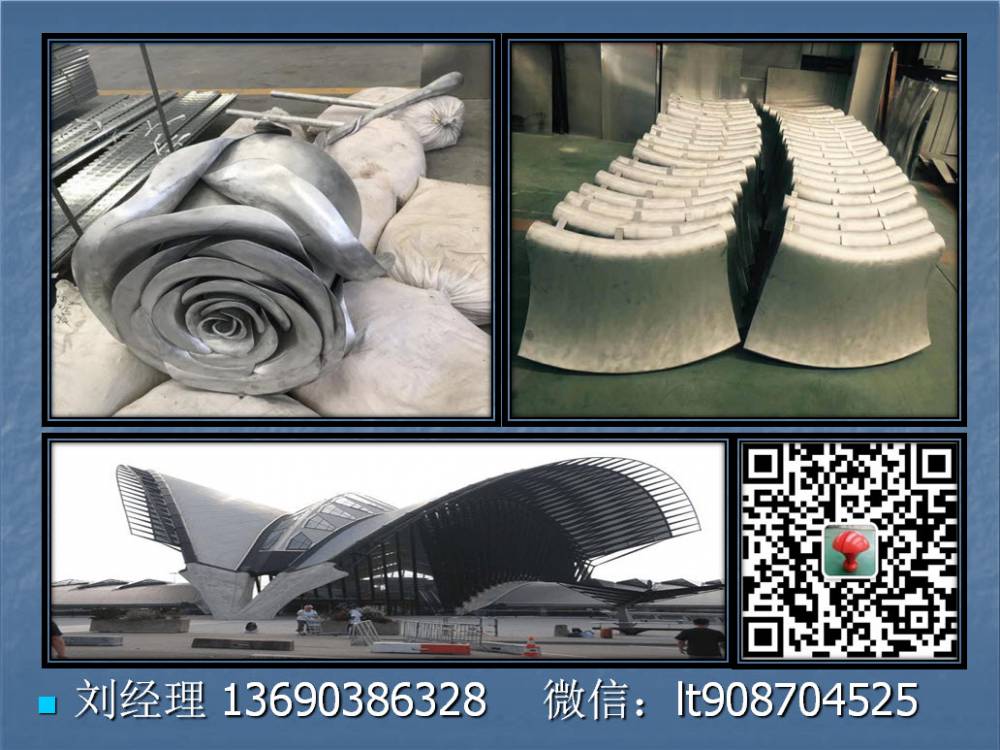
手工成形方法主要有:手工划线、手工弯曲、放边、收边、拔缘、拱曲、卷边、咬缝和校正。①手工划线:工具有平台、划规、划针、轨铁、夹子、高度划线尺、铅笔、钢板尺等。②手工弯曲:弯折和卷曲。工具有木榔头、铝榔头、木尖、直角尺、木打板、平台、橡皮打板、虎钳、弯边模、弓形夹。弯曲回弹问题。③放边:使板料边缘伸展变薄的操作。加工凹曲线弯边零件。④收边:使毛料起皱收缩变短的过程。⑤拔缘:将板料的边缘加工成曲线弯边零件。⑥拱曲:把板料用手工捶击的方法,制成凹凸曲面形状零件的操作。








机械弯曲时将板料、条料、型材、管材等,用机械的方法在塑性变形的范围内沿直线弯成的角度或的弧度的操作。建筑双曲钣金制造中常用压弯、滚弯和拉弯等三种机械弯曲的方法。由于板料具有的塑性,因此能用弯曲的方法将其弯成所需的各种形状。压弯:压弯是在板料上加压产生弯矩,而使其弯曲成形的方法。滚弯:通过旋转的滚轴,使毛料弯曲的方法,实质就是连续不断的弯曲。拉弯:型材零件在弯曲过程中施加的拉力,使其产生拉伸弯曲变形。













